物聯網在飛速發展,快速融入我們的生活。隨著物聯網發展被提高到國家戰略層面,國家重大信息化工程的深入推動,RFID作為無線通信和自動識別技術的一種完美結合,在生產、物流、交通、公共管理等行業有著廣泛的應用前景。在制造企業中,RFID業已應用到物流追蹤、生產數據實時監控、質量追溯、自動化生產、倉儲管理、資產管理等環節。在海馬轎車有限公司公司汽車制造過程監控與管理中,RFID主要利用了其數據采集快速、準確、實時地特點,主要應用在涂裝車間車身自動識別與追蹤系統中以及焊裝車間車身儲存區WBS和總裝車間車身儲存區PBS的車身調度管理系統中,通過RFID的科學應用,提高公司汽車制造技術水平與工藝水平。
通過華辰智通科技的PLC遠程通訊網關還能實現plc程序的遠程讀寫,組態畫面遠程映射,觸摸屏遠程控制。
1 RFID在涂裝的應用
RFID在我公司涂裝車間,主要應用在AVI (Automatic Vehicle Identification )車輛自動識別系統中。
1.1 涂裝車間車體識別系統概述
涂裝車間車體識別系統(AVI)采用 RFID 無線射頻識別和條形碼識別技術,主要的目的是為車間機運系統提供車身基礎數據以及控制路由信息。
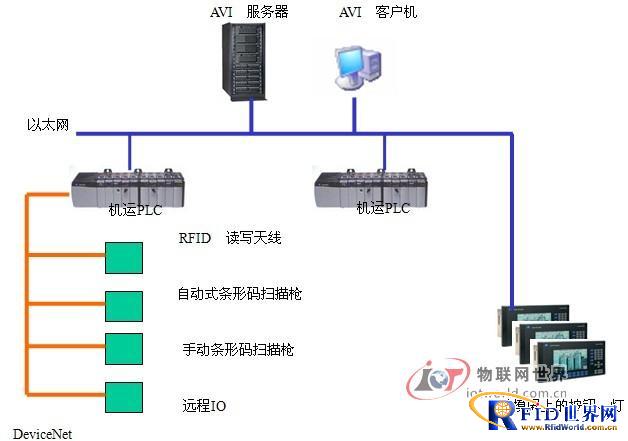
1.2 AVI 系統的架構圖
1.3 AVI 系統主要功能:
為車間機運控制系統提供車身信息和路由信息;
通過 AVI 中控系統的畫面可以監控 AVI 系統的運行情況; AVI 系統所配置的人機接口可以監視并修改車體信息;
記錄各個 AVI 站點的車身基礎數據及路由信息,并形成報表。 為分色存儲區提供分色路由功能。 向機器人噴涂系統提供車身顏色、車型信息。
1.4 AVI 系統構成
AVI 系統為 Server/Client 架構。整個系統硬件包括如下幾個主要組成部分,主要包括10個RFID讀寫天線、4個自動條碼掃描槍、4個AVI操作員站、4臺VersaView觸摸屏、6套機運系統PLC、1臺AVI服務器和1臺AVI客戶端。
軟件系統含Windows Server 2003,SQL Server 2003,CIMPLICITY HMI以及RSLinx等。
AVI系統與AB ControlLogix L61/L62 PLC通信,RFID天線、條碼掃描槍、AVI操作員站之間是通過現場總線DeviceNet通訊;機運個區PLC、操作站觸摸屏與AVI服務器、AVI客戶端之間都通過以太網通訊。 1臺AVI服務器 AVI 服務器主要功能是通過以太網從機運 PLC 采集 AVI 站點的車體信息、報警等信息,并 建立 AVI 監控系統數據庫;這些數據將經后臺處理和運算后,發送到客戶端畫面上去。
AVI系統服務器采用IBM X3650-7979-R05機架式安裝服務器,四核至強 X5420/2G內存,配置2X146G硬盤鏡像硬盤。
數據服務器
AVI 系統與 PMC 系統、ANDON 系統共享一個數據庫服務器,以實現歷史數據的存儲、數據 庫的管理、用于記錄歷史數據,供歷史報表查詢等。SQL數據服務器采用IBM X3650-7979-R05機架式安裝服務器,四核至強 X5420/2G內存,配置2X146G硬盤鏡像硬盤。
AVI 客戶機
實時監控,圖形化顯示 AVI 系統的配置及運行情況;系統報警錄入及查看報警歷史記錄; 涂裝車間各 AVI 站點車輛信息記錄。
AVI系統客戶端采用Dell計算機,PⅣ/3.0G/512M內存/160G/50DVD,19寸液晶顯示器。
讀寫天線站即RFID系統 讀取當前橇體上的載碼體信息,獲取車身信息。
RFID系統采用Datalogic Automation公司COBALT HF RFID產品,包括Cobalt HF控制器、Cobalt HF天線、HF高溫標簽以及相關附件。
COBALT HF RFID系統憑借堅固的外殼、易連接等特性,為工廠的自動識別應用提供了易集成且經濟的解決方案。該系統的防塵、防潮特點,使其能在惡劣環境中持續地、穩定地工作。
串行通信連接方式選用DeviceNet,確保了與AB公司PLC系統的DeviceNe網絡快速集成功能。
高頻13.56兆赫控制器支持多個RFID空中協議標準,包括ISO15693和ISO14443A標準,能夠與許多類型的標簽以及供應商的產品配套使用。被動式UHF讀/寫標簽不需要電池,能提供多達2KB的用戶可訪問的內存。當工作溫度高達200℃時,高溫的產品型號也能確保在使用中可靠、準確地保存數據。對于標準溫度的應用,耐用的ABS塑料封裝在惡劣的工作環境中也可以保證標簽的完整性。
人機界面 HMI
人機接口 HMI 為現場的操作人員提供 AVI 系統人機交互操作,通過網絡與 PLC 控制系統進行通訊。通過人機接口可實現的主要功能包括:車身信息顯示、運行監控、故障報警提示 和故障維護、人工數據輸入。
耐高溫載碼體 掛接于橇體上,主要用于存儲裝載在橇體上的車身車體信息。
條形碼掃描槍:用于掃描車身上的條形碼車身信息,并將此信息傳遞給 PLC,PLC 將此信息寫入載碼。
質量按鈕箱:在質量檢查工位,操作人員通過操作質量按鈕箱對當前的車身選擇路由信息,AVI系統根據操作人員輸入的路由信息,控制車身的工藝路徑,進行車體分流。
1.5 RFID 站點
安裝在車間內各關鍵識別點,具體如下下表:

1.6 AVI 系統的一個RFID 站點的工作過程
● 機運提供車體到位信號;
● 自動掃描槍掃描條碼號,如果掃描不成功,系統報警進行人工干預手動輸入;同時系統對條碼號的合法性進行檢查:如果掃描到的條碼信息不合法,觸摸屏顯示提醒信息,需再次掃描或輸入條碼信息,直到條碼信息正確為止;
● 系統接收掃描到的條碼號,同時在觸摸屏上顯示當前的條碼號;
● 系統將把掃描到正確信息寫入到Tag中,如果寫入錯誤或故障,系統將報警,提示進行人工干預;
● AVI模塊向機運提供發車信號;
● 機運系統提供車體已經離開信號;
● 系統發送信息至上位系統,信息包括:掃描點位置編號、掃描時間、橇號、條碼號和備注;
● 上位系統將備份以上信息到本地數據庫系統。
1.7 AVI所用條碼規則
為便于各生產車間內部和車間之間車身信息的識別和傳遞,根據我公司車型和車間實際情況,規定車身條碼總位數為16位,各位代表含義如下:
車身條碼(16位):0123456789ABCDEF
● 位“0”: 代表這個車體來自哪條生產線(或哪個車間);
● 位“123”: 代表車型;
● 位“4”: 代表年;
● 位“5”: 代表月;
● 位“6789AB”:代表生產流水號;
● 位“CD”: 代表車體顏色;
● 位“E”: 代表這個車體要送往哪個生產車間;
● 位“F”: 代表校驗位。
1.8 RFID涂裝車間應用的幾點說明
“不依靠人力,而是通過包含硬件、軟件在內的設備來自動讀取RFID系統、條形碼、二維碼、指紋、聲紋、虹膜等信息媒體的信息并識別其內容的技術,稱作自動識別。這種讀取“人與物的信息”并進行識別的系統即所謂ID系統(Identification System)。
● 本系統中,RFID和條形碼完美共存
自動化流程中單獨使用RFID并沒有問題,但是在有人參與的制造過程中與“可視條形碼”共存是最好的方法。
● RFID可以提高質量、可以追溯,能夠進行信息化管理,但需要上位組態軟件的有利支撐。
● RFID技術具有很多的明顯,但其優勢主要建立在信息的采集以及信息的共享之上。
2 RFID在焊裝、總裝的應用
RFID在公司焊裝、總裝的應用,主要是應用在這兩個車間的WBS存儲區和PBS存儲區,類似于涂裝車間面漆前分色區的路由選擇應用。
2.1 儲存線功能簡介
儲存線設有排序倒庫通道,可根據生產計劃進行排序出庫。快速下線通道用于滿足應急生產要求,可直接將車身送到涂裝線上件點。車身落入涂裝線后,空吊具將返回焊裝上件處,空吊具也可直接進入儲存庫,以便在節假日停產時,剩余空吊具可全部入庫儲存。從車身儲存輸送鏈調出的空吊具也可不進入涂裝車間,而直接進入上件處。
2.2 庫區管理功能
WBS(或PBS)在上件點設置車型錄入電腦,正常情況下由工人將當前轉掛的車身信息輸入電腦中,通過工業以太網將該信息傳輸到西門子PLC,PLC通過PROFIBUS DP總線將信息傳給讀寫頭,讀寫頭將信息寫入載碼體中保存。在入庫點讀寫頭將信息讀出,并根據入庫規則將車身輸送到相應的庫區。在出庫點讀寫頭將信息讀出,并根據出庫規則將相應的車身輸出。 當車型錄入電腦或以太網出現故障或需要關機維護時,為了不影響生產,在上件點設置操作盒,通過選擇撥碼開關,可在該操作盒上實現人工將車身信息寫入PLC,從而繼續完成自動出入庫。 在入庫點和出庫點設置HMI,將讀出的車身信息和當前的出、入庫規則顯示出來,可人工判斷是否正確并可進行修改。
3.3 監控系統
現場監控工控機通過WINCC組態軟件,做出動態畫面隨機監視摩擦線系統各主要轉掛工位,工位儲存段的運行情況.并作為機修和調試的工具。現場的各種控制信號及執行元件均通過現場總線模塊接入PLC,由PLC控制全線的動作,現場監控工控機以畫面的形式分頁顯示摩擦線的工藝運行狀況、車身存儲情況(分車型顯示儲存數量)、顯示各工位傳感器及控制元件的工作狀態,每個I/O信號當前狀態將采用表格形式顯示。通過上位機可以修改相關數據,保持整個系統的數據與庫內實際情況一致。根據生產計劃設置各存儲線出入的車型顏色、優先級和禁入禁出順序。根據生產計劃控制進出涂裝區的車型和數量。通過華辰智通科技的PLC遠程通訊網關還能實現plc程序的遠程讀寫,組態畫面遠程映射,觸摸屏遠程控制。
3.4 和涂裝車間RFID的區別
● 功能完全一樣的,只不過系統小一些。
● 選用品牌不同
RFID系統采用倍加福公司的產品,通信總線采用PROFIBUS DP總線,PLC采用西門子公司S7-300產品,組態軟件采用西門子WINCC組態軟件。
3 企業如何正確選擇和使用RFID
雖然RFID技術有著許多優點,但RFID廠商參差不齊,企業對RFID概念理解存在偏差,RFID系統的應用難免會步入一些誤區,劍走偏鋒。所以,選擇最適合自己企業狀況的RFID解決方案才為上中上之策。
RFID標簽通常置于物料、設備、以及需要采集的物體對象上,讀寫器對標簽上的數據進行識別,而識別之后的采集、實時上傳給上位機軟件如生產管理軟件、MES系統等,需要公司內部規劃、部署自己的網絡系統。
公司需要了解RFID系統的發展趨勢,根據應用環節的不同,如生產管理、員工管理、倉儲管理、物流管理領域的不同,相應選擇不同的實施方案,避免信息系統一味求好、硬件配置過高,過分追求國際名品,殺雞用牛刀,造成不必要的高額投資。
企業實施RFID系統既要順勢而為,更要量力而為,恰如其分。
4 RFID應用系統的發展趨勢
● 系統的高頻化
超高頻射頻識別系統所具有識別距離遠、無法偽造、可重復讀寫、體積小巧的優點,超高頻射頻識別系統得應用越來越廣泛。
● 系統的網絡化
不同應用場合需要 將不同系統得數據集中統一處理,數據系統網絡化成為必然。
● 系統的高兼容性
RFID領域生產廠商越來越多,實現其產品之間兼容性,能夠處理多家廠商的產品成為一種趨勢。
● 系統更高的數據量要求
未來RFID系統將會處理更大量的數據,因此,RFID系統需要具有更大的數據存儲能力以及數據處理能力。